配气机构-阀组
内容
时间的目的和类型:
1.1。 气体分配机制的目的:
气门正时机构的目的是将新鲜的燃料混合物传递到发动机气缸中并释放废气。 气体交换通过入口和出口进行,根据公认的发动机操作程序,入口和出口由同步带元件密封。
1.2。 阀组分配:
阀组的作用是在规定的时间内密封地关闭进出水口,并在规定的时间内打开。
1.3。 时间类型:
正时皮带取决于气门,阀芯和组合部件,具体取决于发动机气缸与外界环境连接的器官。
1.4。 时序类型比较:
气门正时由于其相对简单的设计和可靠的操作而最为常见。 由于阀在气缸中的高压下保持静止的事实,因此实现了工作空间的理想和可靠的密封,这比阀或组合式定时具有了很大的优势。 因此,越来越多地使用气门正时。

阀组装置:
2.1。 阀门装置:
发动机气门由杆和头组成。 头通常制成扁平,凸形或钟形。 头部有一条小的圆柱带(约2毫米)和一个45˚或30˚的密封斜面。 圆柱形皮带一方面可以在磨削密封斜面时保持主阀直径,另一方面可以增加阀的刚度,从而防止变形。 最普遍的是具有45°角的平头和密封斜面的阀(这些阀通常是进气阀),为了改善气缸的填充和清洁效果,进气阀的直径大于排气阀的直径。 排气阀通常由圆顶球头制成。
这改善了排气从汽缸的流出,并且还增加了气门的强度和刚度。 为改善阀头排热条件,提高阀门整体不变形能力,阀头与阀杆的过渡采用10°~30°的大曲率半径。 在阀杆的上端,凹槽制成圆锥形、圆柱形或特殊形状,具体取决于将弹簧连接到阀门的公认方法。 许多发动机使用钠冷却来减少爆裂阀的热应力。 为此,将阀门做成中空的,并用熔点为 100°C 的钠填充一半的空腔。 当发动机运转时,钠熔化并穿过阀腔,将热量从热头传递到冷却剂杆,再从那里传递到阀门执行器。
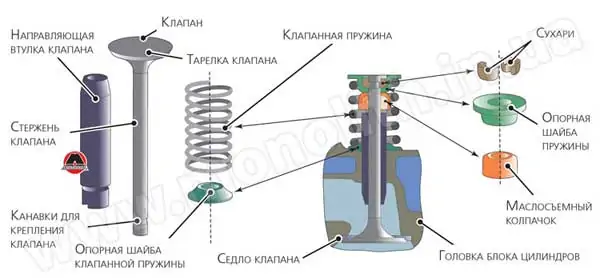
2.2。 将阀连接到其弹簧:
该单元的设计极为多样,但最常见的设计是带有半锥体。 借助于两个进入阀杆中的通道的半锥体,压紧板,该板保持弹簧,并且不允许拆卸该单元。 这在弹簧和阀之间建立了连接。
2.3。 阀座位置:
在所有现代发动机中,排气阀座与气缸盖是分开制造的。 当气缸盖由铝合金制成时,它们也可用于吸盘。 当它是铸铁时,鞍座是在其中制成的。 从结构上讲,阀座是一个环,该环连接到经过特殊加工的阀座中的气缸盖上。 同时,有时在阀座的外表面上形成凹槽,当凹槽压在阀座上时,该凹槽会充满汽缸盖材料,从而确保其可靠的固定。 除了夹紧之外,还可以通过摆动鞍座来实现紧固。 为了在关闭阀门时确保工作空间的密封性,阀座的工作表面必须以与阀头的密封倒角相同的角度进行加工。 为此,用特殊工具对鞍座进行机械加工,其锐角不为15°,45°和75°,以45°角和约2mm的宽度获得密封带。 其余的拐角用于改善鞍座周围的流动。
2.4。 气门导管位置:
指南的设计非常多样化。 大多数情况下,使用具有光滑外表面的导轨,这些导轨是在无心水暖机器上制成的。 带有外部固定带的导板固定起来更舒适,但更难制造。 为此,更方便的是在引导装置中为止动环而不是皮带设置通道。 排气门导管通常用于保护它们免受热排气流的氧化作用。 在这种情况下,将制作更长的导板,其余的导板位于气缸盖排气通道中。 随着引导件与阀头之间的距离减小,在阀头侧上的引导件中的开口在阀头的区域中变窄或变宽。

2.5。 弹簧装置:
在现代发动机中,最常见的圆柱弹簧具有恒定的螺距。 为了形成支撑表面,将弹簧的线圈的端部彼此靠在一起并用它们的前额摩擦,结果,线圈的总数是工作弹簧的数量的两到三倍。 端部线圈支撑在平板的一侧,而另一端支撑在气缸盖或气缸体的另一侧。 如果存在共振的风险,则阀弹簧的螺距可变。 阶梯齿轮箱从弹簧的一端弯曲到另一端,或者从中间弯曲到两端。 当阀打开时,彼此最靠近的绕组接触,结果工作绕组的数量减少,并且弹簧的自由振荡的频率增加。 这消除了共振条件。 为了相同的目的,有时使用锥形弹簧,其固有频率沿其长度变化,并且排除了共振的发生。
2.6。 阀组元件的制造材料:
• 阀- 吸入阀有铬(40x)、铬镍(40XN) 和其他合金钢可供选择。 排气阀由耐热钢制成,铬、镍和其他合金金属含量高:4Kh9S2、4Kh10S2M、Kh12N7S、40SH10MA。
• 阀座- 使用耐高温钢、铸铁、铝青铜或金属陶瓷。
• 气门导管在恶劣环境下制造,需要使用具有高耐热性和耐磨性以及良好导热性的材料,例如灰珠光体铸铁和铝青铜。
• 弹簧- 由弹簧气孔的绕线制成,例如65G、60C2A、50HFA。
阀组操作:
3.1。 同步机制:
同步机构在运动学上连接到曲轴,并与之同步运动。 正时皮带按照公认的操作程序打开并密封各个气缸的进口和出口。 这是气瓶中气体交换的过程。
3.2定时驱动器的动作:
正时驱动取决于凸轮轴的位置。
• 带有较低的轴 - 用于更平稳运行的直通正齿轮采用斜齿制成,为了静音运行,齿圈由 textolite 制成。 寄生齿轮或链条用于提供更长距离的驱动。
• 带顶轴- 滚子链。 噪音水平相对较低,设计简单,重量轻,但电路会磨损和拉伸。 通过以钢丝加固并覆盖有耐磨尼龙层的氯丁橡胶基同步带。 设计简单,运行安静。
3.3。 气体分配方案:
为气体通过阀门提供的总流通面积取决于其打开的持续时间。 如您所知,在四冲程发动机中,为了实现进气和排气冲程,提供了一个活塞冲程,该冲程对应于曲轴旋转180°。 然而,经验表明,为了更好地填充和清洁汽缸,填充和排空过程的持续时间必须长于相应的活塞冲程,即活塞的行程。 阀门的打开和关闭不应在活塞冲程的死点处进行,而要有一些超车或延迟。
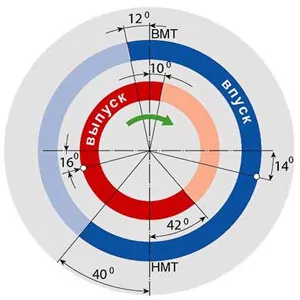
气门打开和关闭时间以曲轴的旋转角度表示,称为气门正时。 为了获得更高的可靠性,这些阶段以饼图的形式进行(图1)。
在活塞到达上止点之前,吸入阀通常以超限角 φ1 = 5˚ – 30˚ 打开。 这确保了在填充冲程的最开始时有一定的阀门横截面,从而改善了气缸的填充。 活塞通过下死点后,吸气阀以延迟角 φ2 = 30˚ - 90˚ 关闭。 进气门关闭延迟允许吸入新鲜燃料混合物以改善加油,从而增加发动机功率。
排气门以超车角φ3 = 40˚ – 80˚ 开启,即在冲程结束时,气缸内气体的压力相对较高 (0,4 - 0,5 MPa)。 在此压力下开始对气瓶进行密集喷射,导致压力和温度迅速下降,从而显着减少置换工作气体的功。 排气门以延迟角 φ4 = 5˚ - 45˚ 关闭。 这种延迟可以很好地清洁燃烧室中的废气。
诊断,维护,修理:
4.1.诊断
诊断体征:
- •内燃机的功率降低:
- 减少间隙;
- 阀门装配不完整;
- 阀门被卡住。
•油耗增加: - 减少气门与升降器之间的间隙;
- 阀门装配不完整;
- 阀门被卡住。
• 内燃机磨损: - 凸轮轴磨损;
- 打开凸轮轴凸轮;
- 阀杆和阀套之间的间隙增加;
- 阀门与升降器之间的间隙较大;
- 断裂,违反了气门弹簧的弹性。
•低压指示器: - 气门座柔软。
- 阀弹簧软或断裂;
- 阀门烧坏;
- 气缸盖垫圈烧毁或撕裂;
- 未经调整的热间隙。
•高压指示器。 - 降低头部高度;
定时诊断方法:
•在压缩冲程结束时测量气缸中的压力。 在测量过程中,必须满足以下条件:内燃机必须加热到工作温度; 必须卸下火花塞; 感应线圈的中心电缆必须上油,并且节气门和空气阀打开。 使用压缩机进行测量。 各个气缸之间的压力差不应超过5%。
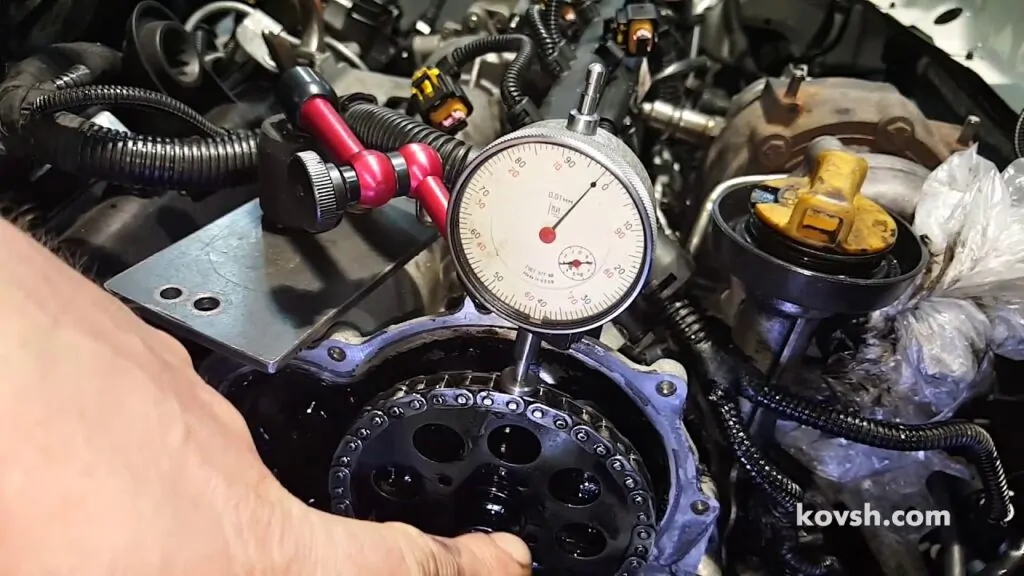
4.2。 调整同步皮带的热间隙:
从第一个气缸开始,使用压力表板按照与发动机运行顺序相对应的顺序检查和调节热间隙。 如果厚度计(对应于正常间隙)自由通过,则间隙应适当调整。 调节间隙时,用螺丝刀握住调节螺钉,松开锁紧螺母,将间隙板放在阀杆和联轴器之间,然后转动调节螺钉以设置所需的间隙。 然后拧紧锁紧螺母。

4.3。 阀组维修:
• 阀门维修——主要故障为锥形工作面磨损烧焦、阀杆磨损和出现裂纹。 如果头部燃烧或出现裂纹,则阀门将被丢弃。 使用工具在手压机上拉直弯曲的阀杆。 磨损的阀杆通过同步或熨烫进行修复,然后研磨至标称或超大修复尺寸。 阀头的磨损工作表面被研磨到修复尺寸。 阀门用研磨膏研磨到阀座上。 通过将煤油倒在铰接阀上来检查研磨精度,如果不泄漏,则研磨 4-5 分钟即可。 气门弹簧没有修复,而是更换了新的。
问题与解答:
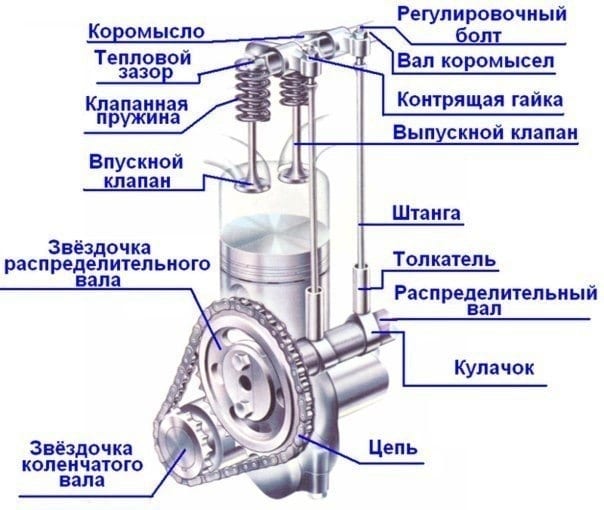
气体分配机制包括什么? 它位于气缸盖内。 其设计包括:凸轮轴床、凸轮轴、气门、摇臂、推杆、液压挺杆,在某些型号中,还有移相器。
Д发动机正时是做什么用的? 该机制确保及时供应新鲜部分的空气燃料混合物并去除废气。 根据改装的不同,它可以改变气门正时的正时。
气体分配机制在哪里? 在现代内燃机中,气体分配机构位于气缸盖中的气缸体上方。
