工程尺子是如何制作的?
钢、铸铁和铝尺 | |
| 钢直刃为了使其更适合其工作而要经过的主要工艺有:热处理、回火、刮削、研磨和研磨。 铸铁直边通常被铸造成所需的整体形状,然后通过刮削、研磨或研磨对其工作表面进行精加工。 | |
| 铝经常被挤压,因为它可以是一种非常快速和经济的制造物品的方式。 然而,挤压铝尺需要与铸铁尺类似的机加工才能达到台面所需的精度。 |
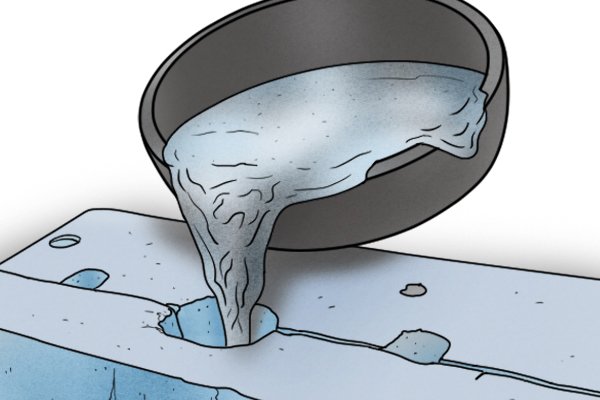
 | 铸件铸造是一种制造过程,涉及将熔融金属倒入模具中,在模具中冷却并形成模具。 这样就可以做出很多复杂的形状。 铸造可以减少或在某些情况下消除零件所需的机加工量。 这通常是在铁中完成的,尽管也可以铸造钢和铝。 |
 | 热处理热处理和回火是用于改变金属和其他材料的物理特性的制造过程。 热处理包括将金属加热到非常高的温度,然后使其硬化(快速冷却)。 这增加了金属的硬度,但同时使它更脆。 |
 | 脾气回火在热处理后进行,还包括加热金属,但加热到低于热处理期间所需的温度,然后缓慢冷却。 硬化降低了金属的硬度和脆性,增加了它的韧性。 通过控制金属在回火过程中被加热的温度,可以改变金属硬度和韧性之间的最终平衡。 |
 | 挤压挤压是一种注塑成型制造技术,其中材料通过冲头迫使金属通过模具而形成。 基体具有提供成品工件所需横截面形状的形状。 铝是迄今为止挤压生产中最常用的材料。 |
花岗岩光滑边缘 | |
 | 工程师的花岗岩尺子首先是从一大块花岗岩上粗略切割下来的。 这是用大型水冷锯完成的。 一旦完成整体形状,就可以通过研磨、刮削或研磨来达到用作工程尺子所需的光洁度和精度。 |
 | 研磨磨削是使用由磨粒组成的粘结砂轮从工件上去除材料的过程。 砂轮是高速旋转的圆盘,工件沿圆的侧面或表面通过。 研磨可以用粒度从 8(粗)到 250(非常细)的圆盘完成。 晶粒度越细,工件表面质量越好。 |
 | 修剪磨削是将工件表面的突出部分撇去以获得平坦的精加工表面的过程。 可以在需要平坦表面的任何金属零件上进行研磨。 |
 | 研磨研磨是一种用于制造的精加工工艺,可在成品上产生更光滑、更均匀的表面。 研磨涉及一种研磨化合物,该研磨化合物由放置在工件表面和研磨工具之间的磨料颗粒和油组成。 然后研磨工具在工件表面上移动。 |
 | 研磨膏的研磨特性可消除工件表面的瑕疵,并产生精确光滑的光洁度。 研磨中最常用的磨料类型是氧化铝和碳化硅,粒度从 300 到 600 不等。 |
打磨、刮擦或研磨? | |
 | 研磨不能提供像研磨或打磨那样光滑的表面。 精练只能在金属毛坯上进行,因此不能用于生产花岗岩直边。 直边的尺寸将决定是刮擦还是研磨产生质量更好的直边。 作为一般规则,刮削比研磨长长度更准确,但确定哪种尺子更准确的唯一方法是查看您计划购买的工程尺制造商的公差。 |

